冷間圧延GR5チタン合金管の技術
GR5 チタン合金は、現在最も広く使用されているチタン合金の 1 つです。強度が高く、耐食性にも優れています。しかし、GR5 シームレスチタンチューブは国内外の市場で見かけることが困難です。
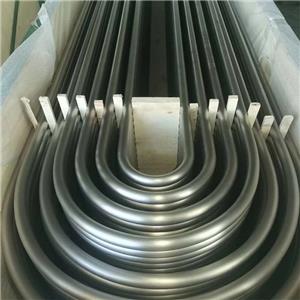
GR5チタンは主に板材で構成されています。市場のGR5チタンチューブは主に熱間押出または穿孔による高強度厚肉チューブで作られています。温間圧延プロセスでは、従来の圧延を改良する必要があります。つまり、パイプ圧延機に誘導加熱装置を設置する必要があります。この種の加工装置は構造が複雑で、工程も複雑であり、製造コストが高い。この状況の主な理由は、GR5 チタン合金の高強度と冷間圧延の難しさです。 GR5継目無管冷間圧延成形の主要技術を解決するために、学校と企業の協力により一連の研究が実施された。直接冷間圧延プロセスを使用して高強度チタン合金管を製造すると、製造コストを大幅に削減でき、同時にチタン合金の高性能用途の要件を満たすことができます。
総変形量 70% のチューブは、それぞれ異なる変形量で 2 パス圧延および 3 パス圧延によって製造されました。 800 ℃ を真空中で 1 時間アニールした後、冷却方法は 500 ℃ まで炉冷し、室温まで空冷しました。結論は次のとおりです
変形が小さい場合は肉厚偏差が小さく、表面粗さは徐々に小さくなります。大きな変形量と大きな肉厚偏差は、後続のパスの肉厚偏差に影響を与えます。
同じ全変形の下で、圧延回数が多いほど、チューブの伸び、硬度、強度は大きくなります。優れた総合的なパフォーマンス。
パスとその後の圧延プロセスの間で同じ熱処理条件下では、大きな変形を伴う管の微細構造の歪みはより深刻になります。
小さな変形はチューブの異方性にほとんど影響を与えません。多パス圧延では機械的性質の異方性が変動します。